全国销售热线:

138-3848-0421
155-1530-0559


衬胶罐体



衬胶罐体外壳采用双面对焊焊接,焊缝平整,表面我焊瘤和渣子无气孔,焊缝的高度不能大于2mm,焊缝圆滑过渡。衬胶外壳必须连续焊接,不能有裂缝或者咬边,,误差在0.5mm。角焊缝的圆角部位,焊角部位,焊角高度应大于5mm,一般凸出角应大于等于3mm,内角应大于等于10mm。衬胶罐体的接管和转角部位也应保证焊接要求,焊缝饱满,有棱角的需要打磨成钝角,形成圆滑过渡。

衬胶罐体外壳采用双面对焊焊接,焊缝平整,表面我焊瘤和渣子无气孔,焊缝的高度不能大于2mm,焊缝圆滑过渡。
衬胶外壳连续焊接,不能有裂缝或者咬边,,误差在0.5mm。角焊缝的圆角部位,焊角部位,焊角高度应大于5mm,一般凸出角应大于等于3mm,内角应大于等于10mm。
衬胶罐体的接管和转角部位也要满足焊接要求,焊缝饱满,有棱角的需要打磨成钝角,形成圆滑过渡。
预制后的罐体内衬橡胶,采用固体橡胶或丁基橡胶,在常温条件下做内衬,胶料在设备的垫布取出后做滚轮滚压,使得胶板内里的气体自然排出,分两次滚压,不得有漏压,采用了由下而上内衬,然后内衬壁,衬罐体顶部,衬完罐体的主体,对人孔,接管开始内衬。同样方式滚压至胶板与设备紧密连接,无气泡做粘结处理。
衬胶罐体外观检查需要对胶板表面放大10倍检查,以无褶皱,无夹杂为标准。无气泡,无漏压,无脱层等缺陷。接缝严密不得翘起。
衬胶罐体的自然硫化:单一预硫化丁基橡胶衬里的设备,在衬里施工完成后,需经15天以上的自然硫化时间(或按产品说明书要求)才能投入使用。
衬胶罐体的验收:用电火花检测仪进行检查,不得有漏电现象。检查电压是每1mm胶板厚为3000V。

衬四氟储罐能耐各种溶剂、强酸碱、氧化剂等化学用品,耐温高,内衬的聚四氟,光滑无粘附,整体性能良好,原材料好。可定制生产。衬四氟储罐内衬材质:聚四氟、F40、PE、PO衬四氟罐体的容积:10m......
>> 查看详情
衬胶管件包括:衬胶弯头,衬胶三通,衬胶直管,衬胶异径,衬胶大小头,衬胶变径,衬胶调整段等。衬胶管件执行HG21501-1993标准,严格按照热硫化工艺生产的衬胶管道制品,衬胶管件包括标准衬胶......
>> 查看详情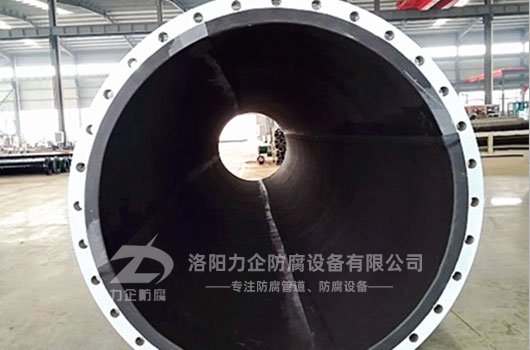
衬胶管道材质:使用碳钢管,DN40-DN125碳管内衬胶的厚度可以在4mm以上,DN400以上的管道采用的直缝钢管,壁厚在10mm以上。衬胶管道内衬橡胶材质:衬里以丁基橡胶,耐腐蚀橡胶。既有......
>> 查看详情 衬胶罐体外壳采用双面对焊焊接,焊缝平整,表面我焊瘤和渣子无气孔,焊缝的高度不能大于2mm,焊缝圆滑过渡。衬胶外壳连续焊接,不能有裂缝或者咬边,,误差在0.5mm。角焊缝的圆角部位,焊角部位,......
>> 查看详情
版权:洛阳力企防腐设备有限公司 网址:www.lylqgy.com 备案号:豫ICP备16002764号-3 站点地图  豫公网安备41031102000696号
豫公网安备41031102000696号




